
Bombas para a indústria de lacticínios e alimentar em geral
A Packo tem uma experiência inigualável neste sector. Desenvolvemos as primeiras bombas de leite para a indústria de lacticínios e melhorámo-las continuamente com os nossos clientes. Embora a indústria exija muito da capacidade de limpeza das bombas, os padrões são largamente ultrapassados pela Packo. A base para isso é um design bem pensado e a aplicação padrão de electropolimento como tratamento final de superfície.
A Packo recebeu o seu primeiro certificado EHEDG em 1995 e, mais tarde, baseou outras séries de bombas nestes padrões. Há vários anos que muitas das nossas séries também são certificadas pela 3A, cumprindo tanto os requisitos higiénicos europeus como americanos.
Aplicações típicas:
Leite, soro de leite, coalhada, salmoura, levedura, sangue, CIP, etc
Estudos de caso, histórias de aplicação e testemunhos

Testemunho: Milcobel
Dimitri Lecluse, Responsável Técnico utilidades e purificação de água Milcobel
"A montagem simples, a forte relação preço-qualidade, os certificados alimentares disponíveis, a experiência do fabricante e a localização geográfica em relação à fábrica fazem destas bombas uma história de sucesso completo para nós."
Ir para o testemunho
As nossas bombas para a indústria dos lacticínios e da alimentação em geral


Bombas para recolha, armazenamento e descarga (de leite)
O fator tempo e, consequentemente, a eficiência desempenham um papel importante na recolha e descarga de leite. Tanto durante a recolha do leite como durante a descarga do leite na leitaria, pretende-se reduzir ao máximo os tempos de espera do condutor para que o camião possa regressar à quinta o mais rapidamente possível.
Com a série RMO, a Packo oferece uma bomba feita à medida para camiões de recolha de leite. Esta bomba pode ser equipada com um motor hidráulico ou elétrico.
Além disso, tem um baixo valor NPSH, alta eficiência, alto caudal e baixo nível de ruído. O parceiro ideal para recolher e descarregar leite.
Descubra as nossas bombas para recolha, armazenamento e descarga (de leite)

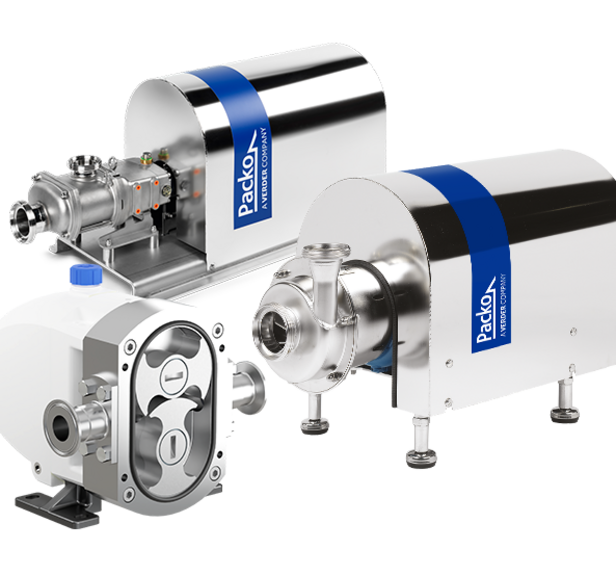
Série Bomba Sanitária
A série de bombas sanitárias Packo é projetada para uso nas aplicações higiênicas mais exigentes em quase todas as indústrias, como laticínios, cervejarias, indústria de bebidas, destilarias, etc. Eles são a solução ideal para aplicações de filtração, pasteurização, sistemas de evaporação, propagação de leveduras e também para sistemas de limpeza CIP.
| Caudal máximo | 1800 m3/h |
| Max suction lift | 220 m wC |

Bombas para pasteurização
Na pasteurização, e mais particularmente no processo UHT, é necessário lidar com temperaturas mais elevadas para destruir as bactérias e microorganismos nocivos. As bombas oferecidas para este fim são, portanto, adequadas para temperaturas até 140°C.
Para cumprir estas temperaturas elevadas, são fornecidas configurações de vedação especiais para o funcionamento no ponto de ebulição.
Para além do certificado CE 1935/2004, várias bombas têm certificados EHEDG e 3A. A segurança dos seus produtos lácteos está assim garantida, especialmente graças à perfeita capacidade de limpeza das bombas.
Bombas para filtração
No âmbito da filtração, encontrará aplicações como a ultrafiltração, a osmose inversa e a nanofiltração.
Uma aplicação típica é a filtração de soro de leite. A proteína de soro de leite é uma das duas proteínas encontradas no leite e pode ser extraída utilizando a tecnologia de filtração para ser utilizada em suplementos alimentares e adicionada, por exemplo, a refrigerantes e bebidas desportivas.
O aumento da capacidade de produção desempenha um papel importante neste contexto, razão pela qual a Packo responde oferecendo bombas higiénicas com um elevado caudal de até 1800 m³/h com uma eficiência extremamente elevada e, por conseguinte, o menor consumo de energia possível.
Estas são aplicações em que é criada uma elevada pressão no sistema. A Packo também tem à sua disposição uma gama de bombas que podem funcionar com uma pressão de sistema até 40 bar.
Também aqui, várias bombas têm certificados EHEDG e 3A, para além do certificado CE 1935/2004.
Bombas para evaporação
A evaporação do leite é efectuada principalmente para produzir, entre outras coisas, leite em pó e leite condensado. O leite é sistematicamente espessado em várias etapas, extraindo o máximo de humidade possível do líquido. Isto é feito a temperaturas mais elevadas e sob vácuo contínuo. Nesta aplicação, pode ocorrer cavitação. As bombas Packo respondem oferecendo bombas com o NPSH mais baixo disponível no mercado.
A seleção correcta do vedante mecânico (resistente ao vácuo e a temperaturas mais elevadas) é da maior importância para garantir a fiabilidade do sistema.
A segurança alimentar também desempenha aqui um papel importante, pelo que várias bombas também possuem certificados EHEDG e 3A, para além do certificado CE 1935/2004.
Bombas para CIP/SIP
É necessária uma boa instalação CIP numa fábrica de lacticínios para garantir um elevado nível de higiene e, consequentemente, a segurança do produto. As bombas Packo oferecem uma gama de alto desempenho de bombas CIP de avanço e retorno que ajudam a garantir um sistema perfeitamente limpo.
As bombas de tratamento de ar da série CRP & CRP+ são as bombas de retorno CIP ideais. Estas bombas de tratamento de ar têm certificação 3A. Desta forma, pode ter a certeza de que a segurança alimentar nunca será comprometida no seu processo.
Também oferecemos selos mecânicos especiais nestas séries para proteger a bomba durante o funcionamento a seco.
Bombas para tratamento de águas residuais
As aplicações típicas são, por exemplo, águas residuais de CIP ou águas de limpeza de tanques, camiões, etc.
A água pode estar contaminada com areia, restos de coalhada, etc. Estão disponíveis séries de bombas com impulsores vortex especialmente equipados para oferecer uma solução sem obstruções.
Todas as bombas que oferecemos para este fim são fabricadas em aço inoxidável com um acabamento industrial. Desta forma, oferecemos uma solução robusta, fiável e resistente à corrosão para as águas residuais, por vezes agressivas.