
A szivattyú is tönkreteszi Önt?
Megjegyzés: ez az esettanulmány csak a kemény sajtok esetében alkalmazható.
Vannak makacs előítéletek azzal kapcsolatban, hogy mi a megfelelő szivattyú a keménysajt-gyártási folyamatban. Ha ezek az előítéletek nem helytállóak, a sajtgyártók nem fogják a legtöbbet kihozni a folyamatból. Ez mind a folyamat hatékonyságát, mind a termék minőségét érinti.
Ezért megvizsgáltuk, hogy ezek az előítéletek tartalmaznak-e igazságot, mégpedig egy emmentáli sajtgyártóval együttműködve.
Ezzel egyidejűleg megpróbáltuk megoldani a kemény sajtok gyártási folyamatában gyakori problémát is. A kemény sajtok előállítása során gyakran keletkezik egy nemkívánatos melléktermék, az alvadék.
Ezt a mellékterméket lehetőleg kerülni kell, mivel negatív hatással van a sajt minőségére és következésképpen a sajtgyártó hozamára. A lényeg az, hogy minél több melléktermék (túrótörköly) keletkezik, annál kevesebb marad a fő termékből (magából a sajtból).
Az alvadékszemcsék képződésének egyik fő oka a termék túl durva pumpálása. Nem csoda tehát, hogy a szivattyú kiválasztása nagy szerepet játszik az alvadékképződés megelőzésében.
Egy konkrét gyakorlati példán keresztül szeretnénk bemutatni, hogy a helyes szivattyúválasztás hogyan oldja meg ezt a problémát, és egyúttal hogyan növeli a folyamat minőségét és hatékonyságát.
Jelenlegi piaci elképzelések
Jelenleg körülbelül 4 különböző típusú szivattyú létezik a kemény sajtok gyártási folyamatában:
- Monotípusú szivattyú
- Sinus szivattyú
- Lóbuszos szivattyú
- Vortex-szivattyú (örvényszivattyú örvénylökhárítóval)
Általánosságban feltételezik, hogy az örvényszivattyúk és a forgólapátos szivattyúk a legjobb szivattyúk az alvadék finomságok elkerülésére. Nézzük meg közelebbről ezt a 2 szivattyútípust.
Először is, a forgólapátos szivattyúk. Ezek előnye, hogy lassan futnak és kevés kárt okoznak, de hátrányuk, hogy meglehetősen drágák (különösen nagy, 50 m³/h-nál nagyobb áramlási sebességek esetén). Ráadásul még külön CIP-szivattyút is igényelnek (CIP = helyben történő tisztítás).
Másodszor, az örvényszivattyúk, ezek a centrifugálszivattyúk egy olyan típusa, amelynek süllyesztett járókereke (örvényjárókerék) egyenes lapátokkal és teljesen kerek szivattyúházzal rendelkezik (1. ábra).
Feltételezhető, hogy a süllyesztett járókerék biztosítja, hogy az alvadék nem megy "át" a járókeréken, és ezért kevésbé károsítja azt, mint egy közönséges járókerék.
De vajon helyesek ezek a feltételezések, vagy előítéletek?
Lehetséges alternatívák?
Tényleg az örvényszivattyú a legjobb megoldás erre a problémára? A kérdés megközelítésekor a következőket tartottuk szem előtt:
"Egy minél nagyobb hatásfokú szivattyú biztosítja a közeg egyenletesebb szivattyúzását, és ezáltal a túró kisebb károsodását".
Ahhoz, hogy alternatívát találjunk, a CFD-rendszerünket (= Computational Fluid Dynamics) használtuk. Ez a szoftver lehetővé teszi a szivattyúban lévő közeg szimulációját. Ami lehetőséget adott számunkra a következő pontok javítására:
- A turbulencia csökkentése;
- A hatékonyság növelése
- Ami általánosságban a közeg lágyabb szivattyúzását eredményezi.
Ez a tanulmány egy Packo szivattyúhoz vezetett minket, amely a következő jellemzőkkel rendelkezik:
- Nagy hatékonyságú szivattyú;
- Spirál alakú szivattyúház;
- Zárt járókerék 3D-s lapátokkal.
A következő lépésben összehasonlítottuk a megoldásunkat a szokásos örvényszivattyúval, mégpedig ugyanazon az üzemi ponton: 60 m³/h 7 m-en. Ez a következő eredményt adta:
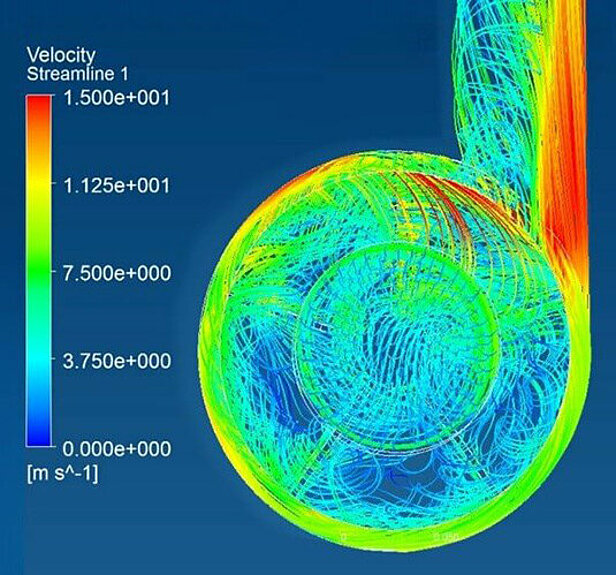
Vortex járókerék
- Sebességek > 15 m/s
- Holt zónák
- Nagy sebességváltozások
- Hatékonyság: 58%
⇒ Nyers szivattyúzás
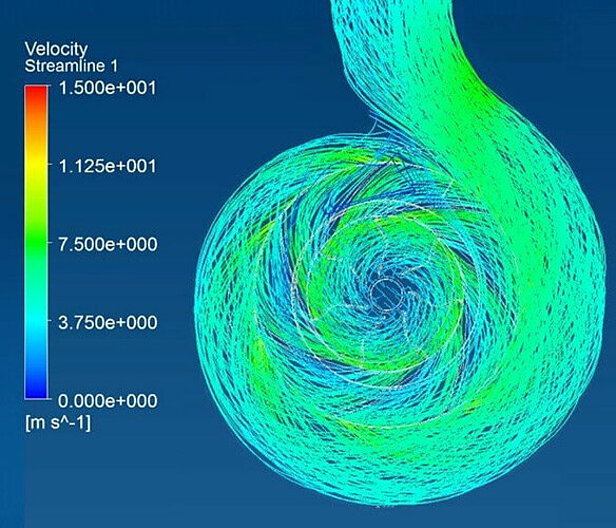
Zárt járókerék
- Sebességek < 7 m/s
- Nincsenek holt zónák
- Kis fordulatszám-ingadozás a szivattyúban
- Hatékonyság: 75%
⇒ Lágy szivattyúzás
A tesztből tehát gyorsan kiderült, hogy a zárt járókerék nagyobb hatásfokot ér el, mint a gyakran használt örvényes járókerék.
A Packo standard kínálatában 2 olyan szivattyút kínálunk, amelyek megfelelnek ezeknek a jellemzőknek: az FP3 és az MFP3. Ezért ezeket a szivattyúkat használhattuk a megrendelőnél végzett tesztünkhöz.
A gyakorlatban
A kutatás során szorosan együttműködtünk egy emmentáli sajtot gyártó ügyféllel. A legtöbb sajtgyártóhoz hasonlóan ők is örvényszivattyúkat használtak a gyártási folyamatukban.
Mielőtt a Packóval elvégezték volna a tesztet, az ügyfél már maga is kipróbált néhány dolgot:
- Beállította a szivattyú alacsonyabb és magasabb fordulatszámát;
- Hosszabb és rövidebb töltési idő beállítása;
- Különböző nyomás a töltőfúvókánál (0,25 - 0,5 bar);
- Különböző átmérőjű töltőfúvókák (17 - 22 mm).
Mindezek a beállítások nem mutattak egyértelmű javulást a vártnak megfelelően, néhány esetben minőségromlás volt megfigyelhető. A sajt gyengébb minősége a következő jellemzők alapján is észrevehető:
- Az alvadék finom részecskék jelenléte a felszínen különböző helyeken, ami a fiatal sajt préselése során problémákat okoz a szilárd (alvadék) és a folyékony fázis (savó) szétválasztásával;
- A forma egyenetlen megtöltése;
- A sajtok közepe vékonyabb, mint a külsejük;
- Különböző súlyú sajtköretek;
- Repedések a sajtban.

Kutatási célok
Annak érdekében, hogy sikeres gyakorlatról beszélhessünk, ügyfelünk a következő célokat tűzte ki:
- A sajtforma töltési ideje kb. 12-13 perc;
- A töltőfúvókára (adagolóra) ható nyomás mindig 0,30-0,35 bar között legyen;
- Az alvadék egyenletes eloszlása a különböző sajtformákban (6, 8 és 10);
- Nincs túrószemcse;
- Az összes sajtkörzet súlya azonos (kb. +/-3 kg);
- Egyenletes töltelék (szimmetrikus);
- A sajt minősége megfelel a piaci követelményeknek (lyukak száma, tartósság és eltarthatóság).
A rendszer paraméterei gyakorlati teszt
Időközben az ügyfél telephelyén a teljes berendezés kiértékelésére került sor. Annak megállapítása érdekében, hogy melyik szivattyú és milyen körülmények között érné el a legjobb eredményt. Hogy ily módon optimális választást tudjunk végezni.
- Célzott üzemi pont: 60m³/h @8,6m.
- Szivattyú kiválasztása egy Packo FP3/100-250 szivattyú a következő jellemzőkkel:
- 5,5kW-os motor - 6-polig (1000 rpm => 700 rpm);
- Zárt járókerék;
- A szivattyú hatásfoka kb. 75% az üzemi ponton.
Ezt a szivattyút a sajtgyár termelési folyamatában használták, és különböző teszteknek vetették alá, hogy megvizsgálják az optimális beállításokat. Erre azért van szükség, mert különböző típusú sajtokat használnak (6/8/10), amelyek különböző fordulatszámokat és üzemi pontokat igényelnek.
Az alábbiakban áttekintést talál a tesztelt beállításokról és a végeredményről.
| Tesztelési szakasz | Végleges beállítás | |
|
Nyomás az adagolónál |
0.1 – 0.6 bar |
0.30 – 0.35 bar |
|
Töltési idő |
9-13 perc |
12 perc |
| Szivattyú sebessége | Különböző sebességek | 600-700 RPM |
Jól bírta a szivattyú?
Most a legfontosabb dolog marad. A teszt pozitív eredményt mutatott a megrendelőnél?
Miután az FP3 szivattyút bevezettük a gyártási folyamatba, a következő eredményeket láttuk:
- Nem volt többé túrószemcsékből eredő veszteség;
- Szimmetrikus sajtok;
- Ugyanaz a sajttömeg a különböző sajtköretek (6, 8 és 10) előállítása során;
- A sajt minősége megfelel a piaci követelményeknek (lyukak száma, tartósság és eltarthatóság;
- Nagyon alacsony zajszint az alvadék szivattyúzása során.
- Még jobb, hogy mindezek a változtatások biztosították, hogy a szivattyú 3 (!) hónap után már megtérült.
A jó szivattyúválasztás tehát pozitív hatással volt az egész gyártási folyamatra: a folyamat hatékonyságától kezdve a sajtok minőségéig.
Vegye fel velünk a kapcsolatot, és mi ezt az Ön folyamatára is bebizonyítjuk.